1. Relief System
2. API 521 Sizing Criteria
3. Relief System – Pressure Terminology
4. Code Requirements
5. Pressure relieving methods
6. Relief valves
7. General Types of Safety Relief Valve Design
8. Advantages / Disadvantages Conventional Valve
9. Balanced Bellows Spring Loaded Safety Relief Valve
10. Advantages / Disadvantages Balanced Bellows Valve
11. Piston Type Pilot Operated Safety Relief Valve
12. Advantages / Disadvantages Pilot Operated Valve
1. Relief System
Pressure relief systems are an integral part of any process facility, from offshore production platforms to petrochemical complexes, and usually provide the last line of defense against overpressure and loss of containment.
The overpressure in the process system occurs during the below scenario:
- Closed outlet on vessels
- Inadvertent closing of manual valves
- Fail close of ESDV’s
- Not intended opening of inlet valves
- Check valve leaking or failing
- Utility failure
- Electrical or mechanical failures
- System providing cooling
- Loss of fans
- Defects air-cooled heat exchangers
- Loss of instrument air or electric instrument power
- Control valves driven to the fail position
- Heat exchanger tube failure
- Transient pressure phenomenon
- Water hammer
- Hydraulic expansion
- Closed in liquids exposed to heat
- Plant fires
- Change in composition or chemical reactions
- Entrance of volatile material into the system
2. API 521 Sizing Criteria
- According to codes such as API 521 PSV’s shall be installed to protect equipment in case of a fire.
- It has been recognized by the industry that fire PSV may not prevent overpressure rupture in a fire and in some cases the PSV may not even open.
- Still fire PSV’s are installed, but they should not be considered primary protection against overpressure in a fire.
- Primary protection is Blowdown, PFP and deluge
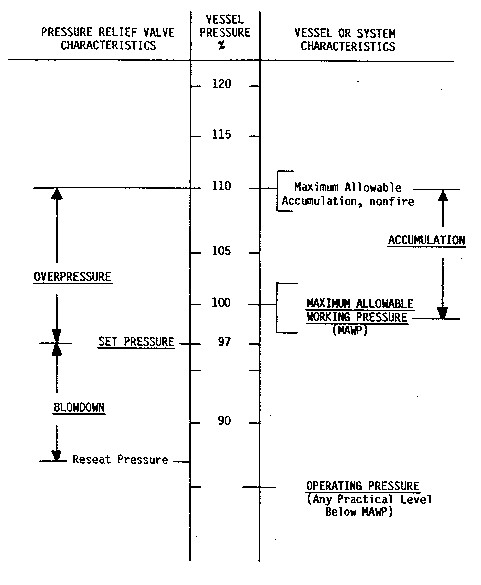
3. Relief System - Pressure Terminology
- Operating pressure
- MAWP
- Design pressure
- Set pressure
- Accumulation
- Overpressure
- Blowdown
Relief System – Pressure Terminology
- Superimposed Back Pressure
- Pressure in discharge header before valve opens
- Can be constant or variable
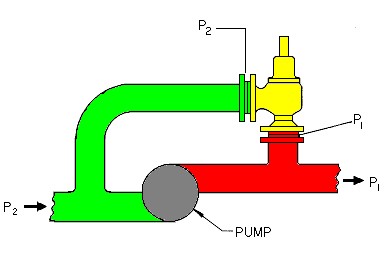
Superimposed Back Pressure
- Built-up Back Pressure
- Pressure in discharge header due to frictional losses after valve opens
- Total = Superimposed + Built-up
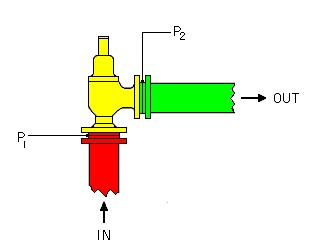
Built-up Back Pressure
4. Code Requirements
- General Code requirements include:
- ASME Boiler & Pressure Vessel Codes
- ASME B31.3 / Petroleum Refinery Piping
- ASME B16.5 / Flanges & Flanged Fittings
- All pressure vessels subject to overpressure shall be protected by a pressure relieving device
- Liquid filled vessels or piping subject to thermal expansion must be protected by a thermal relief device
- Multiple vessels may be protected by a single relief device provided there is a clear, unobstructed path to the device
- At least one pressure relief device must be set at or below the MAWP
- Relieving pressure shall not exceed MAWP (accumulation) by more than:
5. Pressure relieving methods
There are different methods through which the overpressure in the process can be relieved:
- Flame arresters
- Safety Relief valves
- Bursting discs
- Blowdown valves
6. Relief valves
Relief valves are characterized by:
- Slow response times (tenths of a second up to > 1 second)
- Risk of blockage
- Trace leakage
Design considerations for relief valves include:
- The pressure drop before the safety valve must be low to avoid instability
- The design must take into consideration differences between gas and liquid duties
- Back pressure can affect opening / closing pressures, stability and capacity
- The relief valve usually solely determines relief capacity if appropriate piping is used
Regular proof checks are required to check lifting pressure, particularly if located in a corrosive environment. Also valve seating checks should be undertaken to ensure that the valve is not passing.
7. General Types of Safety Relief Valve Design
- Direct acting type
- Oldest and most common
- Kept closed by a spring or weight to oppose lifting force of process pressure
- Pilot operated type
- Kept closed by process pressure
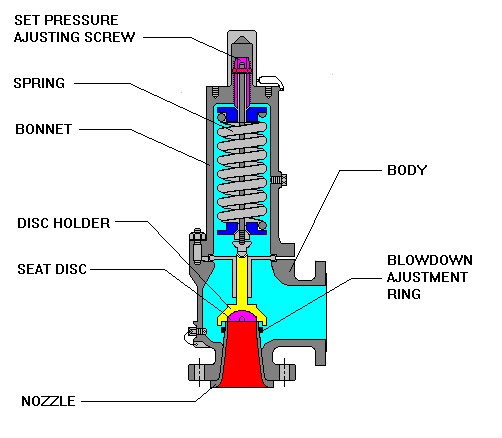
Conventional Spring Loaded Safety Relief Valve
8. Advantages / Disadvantages Conventional Valve
- Advantages
- Most reliable type if properly sized and operated
- Versatile — can be used in many services
- Disadvantages
- Relieving pressure affected by back pressure
- Susceptible to chatter if built-up back pressure is too high

9. Balanced Bellows Spring Loaded Safety Relief Valve
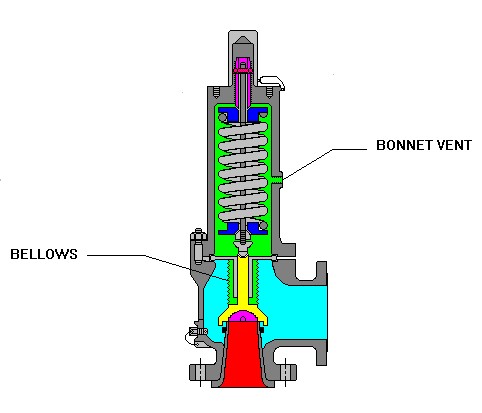
Balanced Bellows Spring Loaded Safety Relief Valve
10. Advantages / Disadvantages Balanced Bellows Valve
- Advantages
- Relieving pressure not affected by back pressure
- Can handle higher built-up back pressure
- Protects spring from corrosion
- Disadvantages
- Bellows susceptible to fatigue/rupture
- May release flammables/toxics to atmosphere
- Requires separate venting system

11. Piston Type Pilot Operated Safety Relief Valve
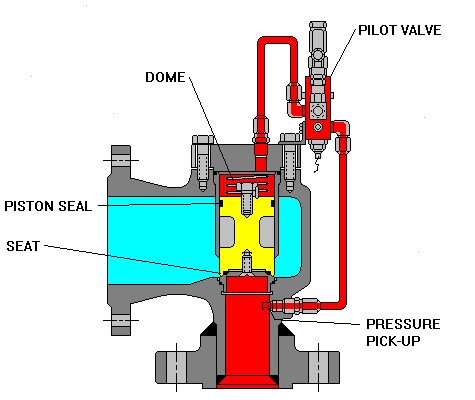
Piston Type Pilot Operated Safety Relief Valve
12. Advantages / Disadvantages Pilot Operated Valve
- Advantages
- Relieving pressure not affected by backpressure
- Can operate at up to 98% of set pressure
- Less susceptible to chatter (some models)
- Disadvantages
- Pilot is susceptible to plugging
- Limited chemical and high temperature use by “O-ring” seals
- Vapor condensation and liquid accumulation above the piston may cause problems
- Potential for back flow

Very Good Article on Pressure Safety Valves.